エスウッド桧ストランドボードの製造工程
1.玉切り

直径12~20cm位の桧など間伐材(皮むき材)を長さ20cm程度に切断する。その他、未利用の製材品(未乾燥材、最大20cm角まで)の受け入れも可能であり、この場合にはご相談ください。
2.切削

玉切りした材料をディスクフレーカーという機械に投入し、弊社規定のストランドに切削する。
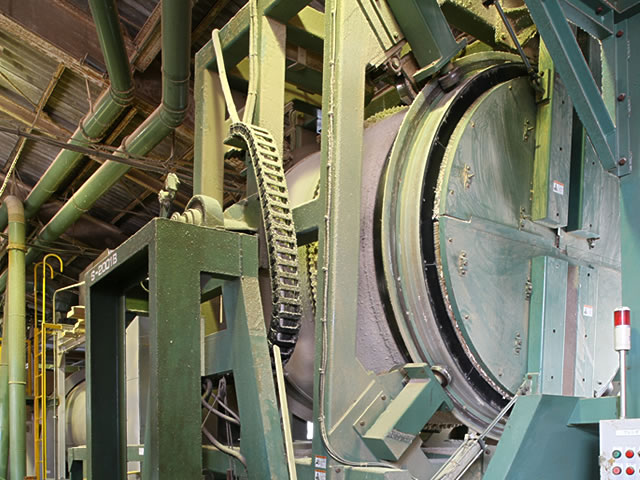
3.乾燥

切削したストランドを乾燥機に投入し、乾燥させる。
4.接着剤塗付
乾燥したストランドをブレンダーに投入し、接着剤「ノンゲル」を塗布する。
5.フォーミング

接着剤を塗布したストランドをフォーマーに投入し、製品の厚みごとに必要となる高さまで均等にマットを成形する。
6.熱圧

600トンの3段式ホットプレスに投入し、加熱と圧力をかけながらボードを成形する。製品サイズで最大厚さ12mm、最小厚さ4mm(特注で2mmあり)としている。
※プレスの熱盤温度、熱圧時間、圧力等について
本製品の製造に最適な熱盤温度、熱圧時間、圧力などの条件は、国立研究開発法人森林総合研究所等との共同研究により、開発を進めてきた。(「産学官連携による食料産業等活性化のための新技術開発事業(実施:平成18~20年度)」等の活用)
7.裁断・研磨

熱圧後、ボードを製品サイズ910mm×1820mmに裁断する。(910mm×1820mm以下であれば、希望サイズへのカットが可能)
その後、製品の厚み制御と表面の平滑性をだすため、サンダーで研磨する。